摘 要:簡要介紹臺達伺服系統在機械手上的應用。詳細深入的論述基于現場經驗的大慣性運動控制系統穩定性調試問題,討論過程理論聯系實際,包含重要的原理性分析。
關鍵詞:機械手 臺達機電 大慣性伺服
1 引言
本文所述機械手是成型機專用的機械手,這種機械手在市場上按照驅動類型主要分為兩種類型:一種是有氣動元件驅動的只是單純的作低速點對點的運動控制的低端的機械手;而另一種就是要采用高性能伺服作為驅動元件的作高速精確定位的高性能機械手。在第二種機械手上面采用了臺達伺服設計,是本文討論的對象,如圖1所示。伺服在這種機械手上的應用有很多與一般伺服應用場合的不同之處,之前客戶使用的是其它伺服技術,研發結果表明臺達伺服技術在本項目能夠達到更高的性能指標,同時又能降低客戶的成本,提高其產品的性價比。

圖1 基于臺達伺服技術的高性能機械手
2 工藝要求
這種機械手的工藝原理雖然簡單,但是實現難度很大。伺服系統在帶動機頭作定位運行的過程中運行要平穩滑順,伺服的運行速度將決定機械手的工作效率是否能夠滿足客戶的應用要求,在高速定位的時伺服電機不能出現過沖,震蕩以及整定時間過長。以上的要求全都是在負載慣量比接近70的條件下實現的,大慣量比構成對高精度運動控制技術的挑戰。
3 系統設計
項目對象是單軸的機械手基本的硬件配置分為控制部分和驅動部分:
控制器是由單片機開發而成的手持式控制系統,采用模擬量控制伺服驅動器。
驅動系統是臺達ASD-A0421LA伺服驅動器+ECMA-C3060402ES伺服電機,就是臺達伺服系統的ASD-A系列的驅動器驅動和ASD-B系列電機的配置。
伺服與負載之間的傳動結構是采用5:1減速機和T型齒型鋼絲PU皮帶傳動。
伺服控制系統總體設計參見圖2所示。
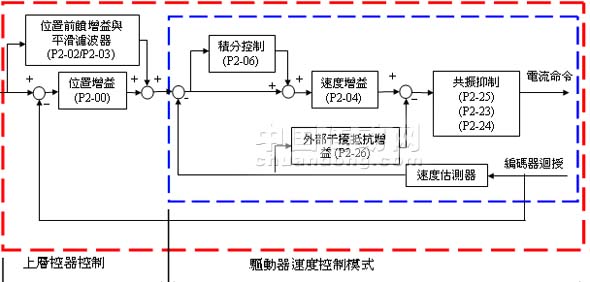
圖2 伺服控制系統框圖
3 大慣量比伺服系統調試
首先使用我們臺達調試軟件估測出負載慣量比為68.6,在這樣的慣量情況下要實現伺服的高速響應,必須要提高伺服增益以保證伺服的控制機能,但是在將增益調整到一定的高度以后就必然會出現機械共振,至于通過FFT軟件抓取了機械共振點在189 Hz 的頻率附近,所以,設定了陷波濾波器的頻率為189Hz和衰減率為4db以后,可以將伺服的速度控制增益調高到5000rad/s以上。
但是在這樣的增益下,電機運行特性仍然很不好,電機在定位時出現反復震蕩,不能快速定位,只能繼續拉高速度控制增益,但是在增大速度控制增益的時候,由于電流飽和而使電機又出現了震動,在這樣的情況下只能將共振低通濾波和外部干擾抵抗增益降低。這樣就把速度控制增益提高到7000rad/s以上。伺服可以快速而準確的定位,不再反復震蕩。
圖3、圖4兩條曲線是ASD-A伺服調試軟件抓取得實時曲線,在這樣的運行情況,伺服的運行并不平穩,伺服的運行情況是,在加速時電機會出現高速加速,伺服以1600rpm速度運行,在運行到中間時伺服會出現一個明顯加速過程,伺服的運行速度在1000rpm左右,這樣的運行情況是無法滿足客戶的要求的!
通過觀察兩條曲線(圖3控制器速度命令曲線1和圖4電機運行速度曲線1)可以發現,伺服電機幾乎是完全按照上位機速度運行命令在運動的,可是,為什么會出現這種加減速過程呢?
通過與項目組工程師溝通和共同研究,發現由于負載慣量過大,造成伺服速度響應不夠快,使得速度誤差過大,所以伺服在不斷的針對速度誤差進行積分整定,而該機械手控制器在作位置控制的時候接受伺服編碼器信號作積分整定的積分環節時,控制器在采集到伺服編碼型號以后對位置誤差的積分整定非常緩慢從而造成命令處理速度過慢,而使速度命令出現波動也同時使伺服電機運行不平穩滑順!
針對這種現象將伺服的速度積分補償調至0,使伺服驅動器對于速度誤差不進行積分整定,而使得電機運行平穩,同時由于上位機作位置控制,使得伺服電機定位并沒有明顯的影響。
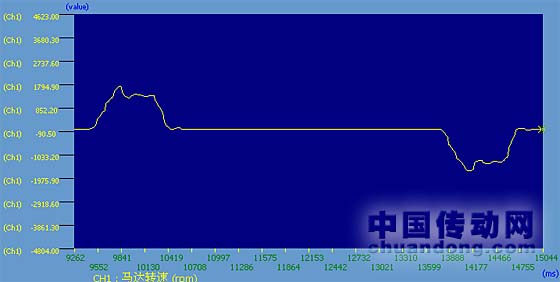
圖3 控制器速度命令曲線1
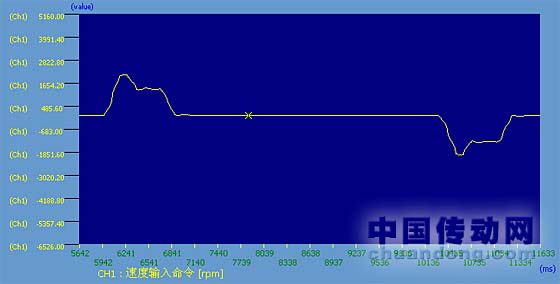
圖4 電機運行速度曲線1
降低速度積分補償參數以后發現曲線明顯變化,電機運行也相對平滑多了,圖5是用伺服示波器抓取的波形。伺服相關參數參見表1。

圖5 控制命令與電機速度曲線2
表1伺服相關參數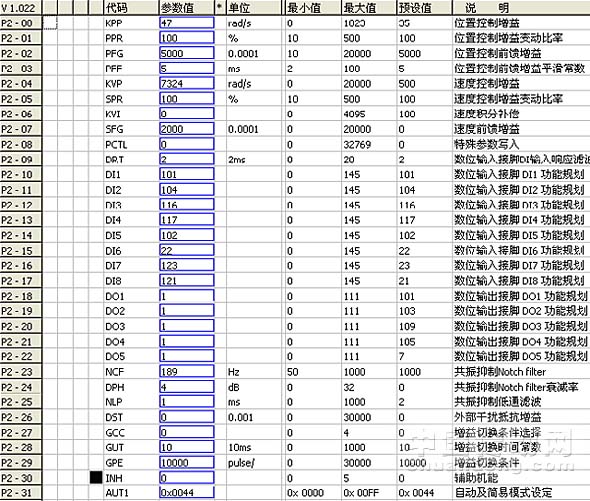
4 結束語
臺達ASD-A伺服驅動器運行效果在極限測試時可以完全超過原伺服系統的運行效果,最高速度可以達到2800rpm,定位的整定時間在80ms以內。整個1800mm行程內從啟動加速到中間平穩運行到快速定位,整個過程及機頭保持高速而又運動平穩,伺服電機運行穩定滑順。